
Iwwersiicht
CNC Maschinn Tool ass d'integréiert Uwendung vu mechanesch, elektresch, hydraulesch, pneumatesch, Mikroelektronik an Informatiouns- an aner Technologien als ee vun den elektromechaneschen Integratiounsprodukter, an der mechanescher Fabrikatiounsausrüstung mat flexibelen, universellen, héijer Präzisioun, héich-Präzisioun. Effizienz "flexibel" automatesch Produktiounsausrüstung, et wäert déi verschidden Operatiounen a Schrëtt erfuerderlech an d'Form an d'Gréisst vum Workpi-Ece veraarbecht, mat digitale Code, Duerch d'Kontrollmedium an den numeresche Kontrollapparat, den numeresche Kontrollapparat an d'Inputinformatioun Veraarbechtung a Berechnung, Kommando Kontroll Maschinn Outil System an fueren Komponente, automatesch Veraarbechtung vun der néideg workpiece. Den techneschen Niveau vun CNC Maschinn Handwierksgeschir a sengem Prozentsaz am Wasserstoff an total Besëtz vun Metal opzedeelen Maschinn Handwierksgeschir ass ee vun de wichtege Indicateuren de globale Niveau vun national wirtschaftlech Entwécklung an industriell Fabrikatioun vun engem Land ze moossen. An de leschte Joeren, ass den Undeel vun CNC Maschinn Handwierksgeschir an chinesesch Entreprisen eropgaang Joer zu Joer, an et ass méi an grouss a mëttelgrouss Betriber benotzt ginn, an et ass och allgemeng a kleng a mëttelgrouss Betriber benotzt a souguer eenzel Betriber.
CNClathe Prozess Ufuerderunge
- Wann d'Werkstéck duerch CNC Dréibänk veraarbecht gëtt, ass d'Fütterbetrag grouss, d'Veraarbechtungsgeschwindegkeet ass niddereg, an de Veraarbechtungsprozess huet Impaktbelaaschtung wéinst der ongläicher Uewerfläch vum Werkstéck.
- Lathefinishing, d'Fütterbetrag ass kleng, fir d'Veraarbechtungseffizienz ze garantéieren, d'Veraarbechtungsgeschwindegkeet ass héich.
- De Spindelmotor ass erfuerderlech fir niddereg Geschwindegkeet an héich Dréimomentausgang ze hunn, an ass stabil a ka mat héijer Geschwindegkeet lafen.
- Analog Signaler empfänken erfuerdert héich Linearitéit an niddreg Laaschtinterferenz.
- De Motorrausch ass kleng, an d'Interferenz fir d'Systemautomatiséierungsausrüstung ass kleng. Speed up a beschleunegt sou wéineg wéi méiglech.
Virdeeler vun CNClathe KD600 Serie Produiten
Kd600 Serie High-Performance Vector Inverter adoptéiert fortgeschratt Flux Kontroll Technologie, de Motor Dréimoment bei niddreger Geschwindegkeet ass grouss, d'Geschwindegkeetsgenauegkeet ass héich, de Präis ass raisonnabel, d'Funktioun ass komplett, mat instantanem Stroumausfallveraarbechtung a Geschwindegkeetsverfollegung a fänkt erëm unzefänken , Fir sécherzestellen, datt de System kontinuéierlech Operatioun Mechanismus ze erreechen, fir sécherzestellen, datt de Motor um héchste Effizienz Staat Lafen ass, dofir, Benotzt KD600 Serie héich-Performance Vecteure inverter amplaz spindle AC Servo System ass déi bescht Wiel fir Maschinn Outil Industrie. KD600 Serie Inverter huet déi folgend Funktiounen:
- Eenzegaarteg schwaach magnetesch Kontroll Technologie: kann eng gutt Kontroll vun niddereg Frequenz grouss Dréimoment Motor ginn, kann an 0 ~ 600Hz lafen.
- Faststable Stop Geschwindegkeet: Magnéitesch Flux Deceleration Stop Technologie kann de Motor verlangsamen an a kuerzer Zäit stoppen.
- Geschwindegkeetsgenauegkeet a Stabilitéit: d'Linearitéit vun der Geschwindegkeetsastellung ass gutt, d'Genauegkeet vun der Geschwindegkeetsstabilitéit ass héich, an d'Schwankung vun der Geschwindegkeet ass bannent 5/1000 wann d'Laascht ännert.
- Exzellent niddereg Frequenzleistung: Optimiséierter PG-fräie Vektorkontrollalgorithmus, niddereg Frequenz 1Hz bis zu 150% bewäertte Dréimomentoutput, fir eng staark Schneidkraaft wärend der eidel Veraarbechtung ze garantéieren.
- Bitt verschidde Frequenzinputmodi: 2 Spannungsquellen 0 ~ 10V oder -10V bis +10V Input, 1 Stroumquell 4~20mA oder 0~20mA Input.
- Breet Palette vu Gitterspannungsapplikatioun: Fortgeschratt Schaltkraaftversuergungsdesign kann op eng Vielfalt vu Gitterëmfeld applizéiert ginn.
- Exquisite Produktiounsprozess: adoptéiert en eenzegaartege Beschichtungsverdickungsprozess, d'Loftkanal ass komplett vum internen PCB isoléiert an huet eng staark Adaptabilitéit un dat haart kierperlecht Ëmfeld wéi Metallstaub, korrosive Gas a Fiichtegkeet.
- Built-in Leckage Absorption Circuit reduzéiert staark den elektresche Schock fir de mënschleche Kierper wann d'Ausrüstungsgehäuse gelueden ass.
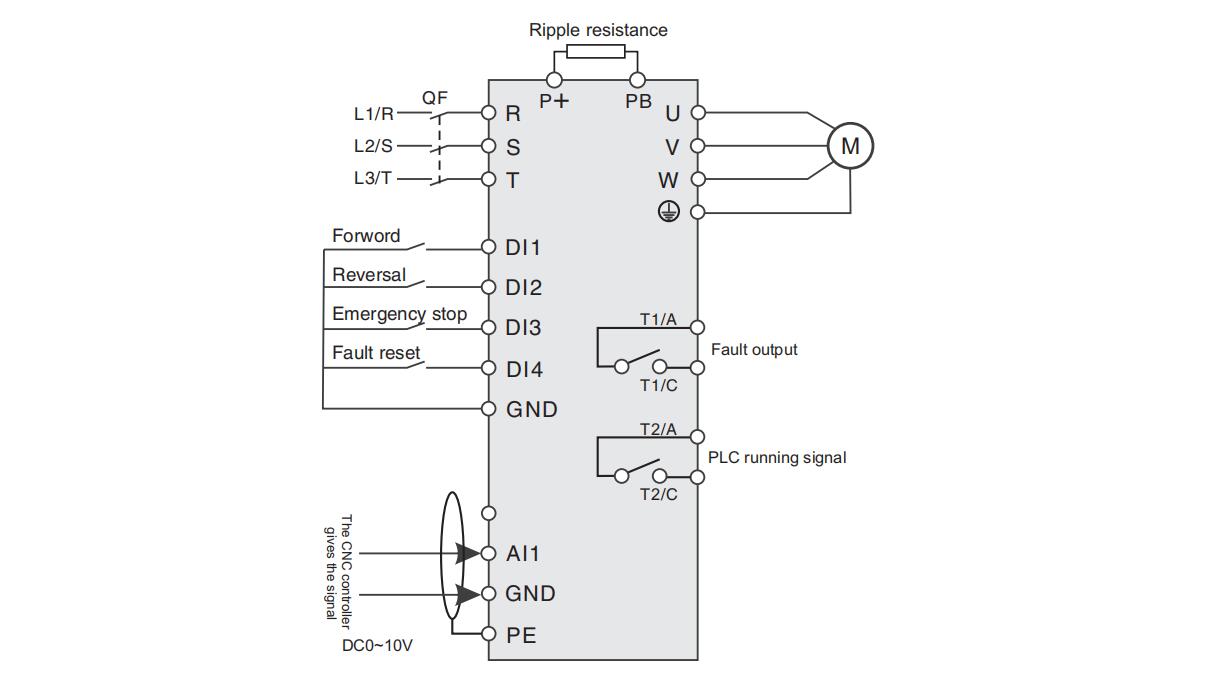
Basis wiring diagram
Parameter Astellungen a Beschreiwung
| Parameter Astellung | Uweisungen | Parameter Astellung | Uweisungen |
| P0-03=1 | Kee PG Vektormodus | P4-01=11KW | Bewäert Kraaft vum Motor |
| P0-04=1 | Den externen Terminal fänkt un oder stoppt | P4-02 = 380V | Bewäert Spannung vum Motor |
| P0-06=2 | D'analog Quantitéit AI1 gëtt uginn | P4-04=22.6A | Bewäert Stroum vum Motor |
| P0-14=150 | Maximal Ausgangsfrequenz | P4-05=50Hz | Bewäert Frequenz vum Motor |
| P0-16=150 | Ieweschte Betribssystemer Frequenz Limite | P1-06 = 1435 U/min | Bewäert Motorgeschwindegkeet |
| P0-23=1.0 | Beschleunegung Zäit | P6-00=2 | Feeler Ausgang |
| P0-24=0,8 | Verzögerungszäit | P6-02=1 | Frequenzkonverter am Betrib |
| P5-00=1 | Forward lafen | P5-01=2 | Invertéiert lafen |
| P4-01 ~ P4-06 Motorparameter gitt w.e.g. genau | |||
Debugging Resultat
Et gouf bewisen, datt KD600 Serie héich-Performance Vecteure Frequenz Converter voll den Ufuerderunge vun Maschinn Outil spindle Kontroll treffen kann. KD600 adoptéiert de féierende PG-gratis Vecteure Kontrollmodus, dee glat 150% Dréimoment souguer ënner niddereger Geschwindegkeet (niddereg Frequenz) Operatioun kann ausgoen fir d'Veraarbechtungsbedürfnisser vu verschiddenen Deeler z'erreechen, a kann déi traditionell Rolllagerspindelstruktur komplett ersetzen, an dës Spindel Struktur ass einfach, kompakt, a kann richteg stepless Vitesse Regulatioun erreechen. D'Geschwindegkeet vun dëser Spindel gëtt vun engem externen analoge Signal kontrolléiert fir d'Ausgangsfrequenz a verschiddene Veraarbechtungsprozesser ze kontrolléieren (zB Roughing, Finishing, etc.) brauche verschidde Geschwindegkeet, zu dësem Zäitpunkt kann den numeresche Kontrollsystem verschidden Analog Spannungssignaler un d'Ausgab ausginn. Inverter fir verschidde Geschwindegkeet z'erreechen, an d'Start- a Stop-Signal gëtt och vum numeresche Kontrollsystem kontrolléiert, wat de Grad vun der Automatisatioun verbessert an d'Liewensdauer vum Tool verlängert.

Post Zäit: Nov-17-2023